
Termékek









Rozsdamentes acél fűzőlyukak vászonhoz
A kültéri és tengeri környezet korrózióálló megerősítést igényel. Kínai gyárunk, a Nuote Metals egyedi rozsdamentes acél fűzőlyukakat gyárt vászonhoz. A 304-es vagy 316-os osztályú acél ellenáll a sópermetnek, az UV-sugárzásnak és a nedvességnek rozsdafolt nélkül. A hengerelt pereme megvédi a szövet széleit a feszültség hatására bekövetkező kopástól. Tökéletes csónaktakarókhoz, teherautó-ponyvákhoz és napellenzőkhöz. Oldja meg a rögzítőelemek meghibásodását zord körülmények között. Bízzon ránk olyan rozsdamentes fűzőlyukakért, amelyek túlélik a közönséges sárgaréz vagy cink élettartamát.
Kérdés küldése
termékleírás
A vászon kemény. Ellenáll a szakadásnak, ellenáll a napnak és ontja az esőt. De fúrjon át rajta egy lyukat – lekötéshez, szellőzőhöz vagy fűzőponthoz – és ez a lyuk lesz a meghibásodási pont. Nyers vászon lyukak nyúlnak. Csinálnak a szálak. A gyűrűk kihúzódnak. És ha a fűzőlyuk rozsdásodik? Elszínezi az anyagot, és tovább gyengíti a lyukat.
A megfelelő megerősítés mindent megváltoztat. A vászonhoz készült rozsdamentes acél fűzőlyukak nem rozsdásodnak. Nem festenek. Megszorítják az anyagot, védik a vágott élt, és elosztják a húzóerőt egy széles karimán. A sárgarézzel (amely elhomályosul) vagy a horganyzott acéllal (amely végül korrodálódik) ellentétben a rozsdamentes acél megtartja tapadását sós levegőben, esőben és UV-sugárzásban.
Nuote Metalsgyártjarozsdamentes acél fűzőlyukak vászonhoz304 és 316 évfolyamtól progresszív mélyhúzással (más néven lyukasztott fűzőlyuk gyártás). Ez a folyamat teljesen automatizált: egy folyamatos rozsdamentes lemezcsíkot adagolunk egy többállomásos progresszív szerszámmal ellátott transzferprésen. Az eredmény egy zökkenőmentes, sorjamentes fűzőlyuk egyetlen, gyors szekvenciában – nincs másodlagos művelet, nincs kezelés a lépések között.
Ez az útmutató először a műszaki adatokat tartalmazza, majd bemutatja, hogyan oldott meg egy sátorkészítő egy költséges hibát.

Műszaki paraméterek – Mitől alkalmas a rozsdamentes lyuk vászonra?
A vászon nem fém. Szőtt, rugalmas és hajlamos a kopásra. A vászonhoz való fűzőlyuknak különleges tulajdonságokkal kell rendelkeznie, az anyagtól függetlenül.
Kritikus tervezési jellemzők
| Funkció | Követelmény | Miért számít |
|---|---|---|
| Varrat nélküli hordó | Mélyen húzott, nincs hegesztett varrat | A varrott hordó éles széle elvágja a vászonszálakat |
| Széles karima | Külső átmérő ≥ 1,8× belső átmérő | Megakadályozza az áthúzást terhelés alatt |
| Sima hordóvég | Hengerelt vagy kidolgozott él | Nincs éles fém az anyag koptatásához |
| Korrózióállóság | 500+ óra sópermet (ASTM B117) | A vászon gyakran a szabadban él |
A miénkrozsdamentes acél fűzőlyukak vászonhoztalálkozni mind a négyen. Alapkivitelben a 304-es rozsdamentes acélt használjuk (általános kültéri használatra alkalmas), a 316-ost pedig tengeri/partmenti környezetben.
Szabványos méretek vászonhoz
| Belső átmérő (mm) | Külső karima (mm) | Hordó hossza (mm) | Javasolt vászonvastagság |
|---|---|---|---|
| 5.0 | 10.0 | 5.0 | 1,5-2,5 mm |
| 6.0 | 12.0 | 6.0 | 2,0 – 3,5 mm |
| 8.0 | 15.0 | 7.0 | 3,0 – 5,0 mm |
| 10.0 | 18.0 | 8.0 | 4,0 – 6,0 mm |
| 12.0 | 22.0 | 10.0 | 5,0 – 8,0 mm |
Tűrések: ID ±0,1mm, karima ±0,2mm, hordó ±0,15mm. Egyedi hordóhosszok állnak rendelkezésre a nem szabványos szövetkötegekhez.
Anyagminőségek és kidolgozások
Besorolás: A legjobb környezeti felületkezelési lehetőségek sóspray (ASTM B117)
304 Általános kültéri, eső, nap Passzivált (standard), gyöngyfúvott 200-500 óra
316 Tengeri, tengerparti, sóspray Passzivált, elektropolírozott 1000+ óra
A passziválást külön díj nélkül tartalmazza. Eltávolítja a szabad vasat a felületről és helyreállítja a króm-oxid réteget.
Egy vásárló története – egy sátorgyártó fordulópontja
Az alpesi és tengerparti környezetbe szánt expedíciós minőségű sátrak gyártója ismétlődő garanciális igényekkel szembesült. A négy évszakos sátraik sárgaréz fűzőlyukakat használtak a fickós vonalkötésekhez. Egy sós levegőben vagy heves esőben töltött szezon után a sárgaréz erősen elszíneződött – és néhány esetben zöld színű verdigris alakult ki, amely beszennyezte a sátorszövetet. Ami még rosszabb, a folt durvává tette a lyukakat, és koptatta a fickó vonalait.
Kipróbáltak egy másik beszállítótól származó rozsdamentes acélt, de a lyukak éles belső éllel rendelkeztek, ami a szerelés során elvágta az anyagot. Olyan rozsdamentes acél szemre volt szükségük a vászonhoz, amely valóban sima, valóban korrózióálló és könnyen beállítható.
Nuote Metalsszállított 316 rozsdamentes acél fűzőlyuk vászonhoz (8 mm átmérőjű, 15 mm-es karima, 7 mm-es hordóhossz, passzivált). A mélyhúzott csövön nem volt varrás. A belső széle hengerelt, nem nyírt. A 316-os fokozat több mint 1000 órán keresztül ellenállt a sópermetnek az ASTM B117 tesztelése során. Egy megfelelő beállítási lyukasztót is biztosítottunk, hogy biztosítsuk az egyenletes felborulást az anyag sérülése nélkül.
A sátorgyártó 500 fűzőlyukat tesztelt a gyártósorán. Nulla telepítési szakadás. Két Patagóniában és a Skót Felföldön töltött szántóföldi szezon után nincs rozsda, nincs folt, nincs lazulás. A fűzőlyuk meghibásodásával kapcsolatos garanciális igények nullára csökkentek. Az ügyfél mostantól rozsdamentes acél fűzőlyukakat ír elő a vászonhoz a teljes termékcsaládban – az ultrakönnyű hátizsákos sátraktól az alaptábori menedékhelyekig.

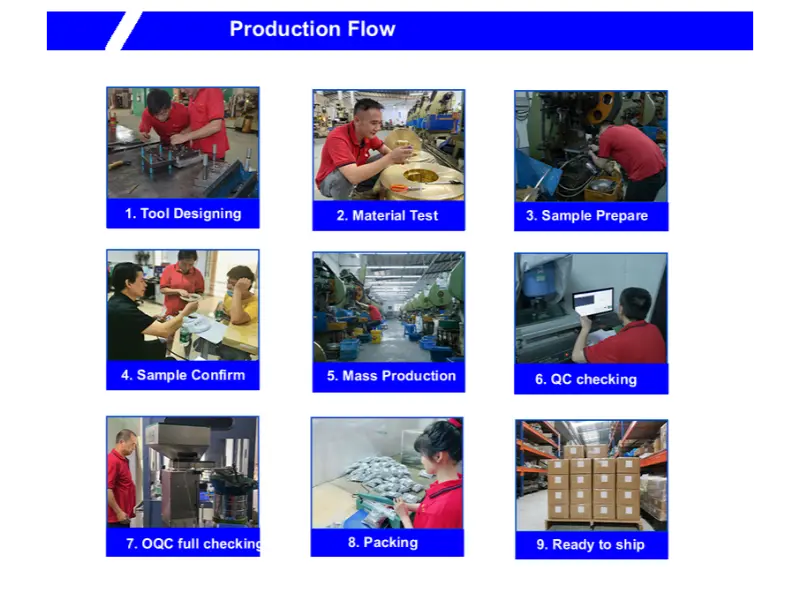
Hogyan gyártunk rozsdamentes acél fűzőlyukakat vászonhoz – egy folyamatos folyamat
Gyártásunk nem különálló lépések gyűjteménye. Egyetlen, automatizált progresszív szerszám, amely a rozsdamentes lemezt másodpercek alatt kész fűzőlyukká alakítja.
Nyersanyag átvétel -A hitelesített 304 vagy 316 rozsdamentes lemezből készült tekercseket (a vastagságot a végső hordóhossz alapján választják meg) az engedélyezett malmok szállítják. Minden tekercs hőszámmal rendelkezik a teljes nyomon követhetőség érdekében.
Beérkező anyagok ellenőrzése –Minden tekercset spektrométerrel tesztelnek a króm-, nikkel- és (316-hoz) molibdéntartalom ellenőrzésére. A vastagságot lézeres mikrométerrel mérjük. A belső szabványainknak nem megfelelő tekercseket az ajtónál visszautasítják.
Progresszív mélyhúzó bélyegzés –A tekercs egy többállomásos progresszív szerszámmal ellátott transzferprésbe kerül. Egy folyamatos, automatizált sorozatban a kocka:
Kiürít egy lemezt a szalagról
Első sorsolás (sekély pohár)
Második húzás (mélyebb pohár)
Harmadik húzás (végső hordóhossz)
Az alját átszúrja a belső átmérő létrehozásához
A karimát lapos és párhuzamos érmék
Gördíti a henger szélét, hogy eltávolítsa az élességet
Elválasztja a kész fület a hordozószalagtól
Nincs kezelés. Nincsenek másodlagos műveletek. Minden fűzőlyuk egyforma, percenkénti 80-150 ütési sebességgel.
Első cikkvizsgálat (FAI)– Új szerszám felállításakor vagy új tekercs bevezetésekor az első 20 fűzőlyuk meghúzásra kerül. Teljes méretjelentés készül: belső átmérő, külső karima, hordóhossz, karimavastagság, koncentrikusság. Az ügyfél megkapja ezt a jelentést jóváhagyásra.
Folyamat közbeni ellenőrzés– A tömeggyártás során a kezelők 500 darabonként ellenőrzik a kritikus méreteket (ID, hordóhossz). A présen található lézermikrométer valós idejű visszajelzést ad. A tűréshatáron túli bármilyen eltolódás azonnali nyomásleállást vált ki.
Tisztítás (zsírtalanítás)– A bélyegzés után a fűzőlyukak ultrahangos tisztítófürdőn mennek keresztül, hogy eltávolítsák a kenőanyagot és a fémszemcséket. Ez érintetlen felületet biztosít a passziváláshoz.
Végső kimenő ellenőrzés– Csomagolás előtt minden tételt 100%-ban optikailag szétválogatunk. A kamerák ellenőrzik az azonosítót, az OD-t, a henger hosszát és a karima laposságát. Az elutasítottak automatikusan kidobásra kerülnek. Ezután véletlenszerű mintát (AQL 1.0) veszünk a kézi ellenőrzéshez és a sópermetezéshez (kritikus megrendeléseknél tételenkénti alapon).
Csomagolás és szállítás– A jóváhagyott fűzőlyukakat megszámolják, és antisztatikus műanyag zacskókba, majd kartondobozokba csomagolják. A címkék a cikkszámot, a tételszámot és a mennyiséget tartalmazzák. Mellékeljük a megfelelőségi tanúsítványt, a malomvizsgálati tanúsítványt és a méretjelentést.
Ez a fegyelmezett munkafolyamat biztosítja, hogy minden rozsdamentes acél fűzőlyuk a gyárunkból kilépő vászonhoz azonos legyen az első cikkel – és az utolsóval is.
Tekintse meg videónkat is, ahol megtudhatja, hogyan készítünk fűzőlyukakat
Minőségi dokumentáció – amit kap
Minden szállítmány tartalmazza:
- Malomvizsgálati tanúsítvány (kémia, keménység hőszámonként)
- Első cikk-ellenőrzési jelentés (új szerszámokhoz vagy új tekercsekhez)
- Méretellenőrzési jegyzőkönyv (10 fűzőlyuk a tételből)
- Passzivációs tanúsítvány (ASTM A967 megfelelőség)
- Megfelelőségi tanúsítvány (aláírt, kötegelt nyomon követhető)
A Nuote Metals ISO 9001:2015 tanúsítvánnyal rendelkezik. Minden anyaghoz rendelkezésre áll RoHS és REACH nyilatkozat.

Gyártási rendelésekre vonatkozó szabályzatok
- Minimális rendelési mennyiség – 2000 db (304), 3000 db (316)
- Átfutási idő (készletméretek) – 5-7 munkanap
- Átfutási idő (egyedi hordó) – 10-12 munkanap
- Szerszámdíjak – szabványos méreteknél (5–12 mm átmérőjű) nincs.
- Visszaküldés – A hibás alkatrészeket a mi költségünkön cseréljük ki
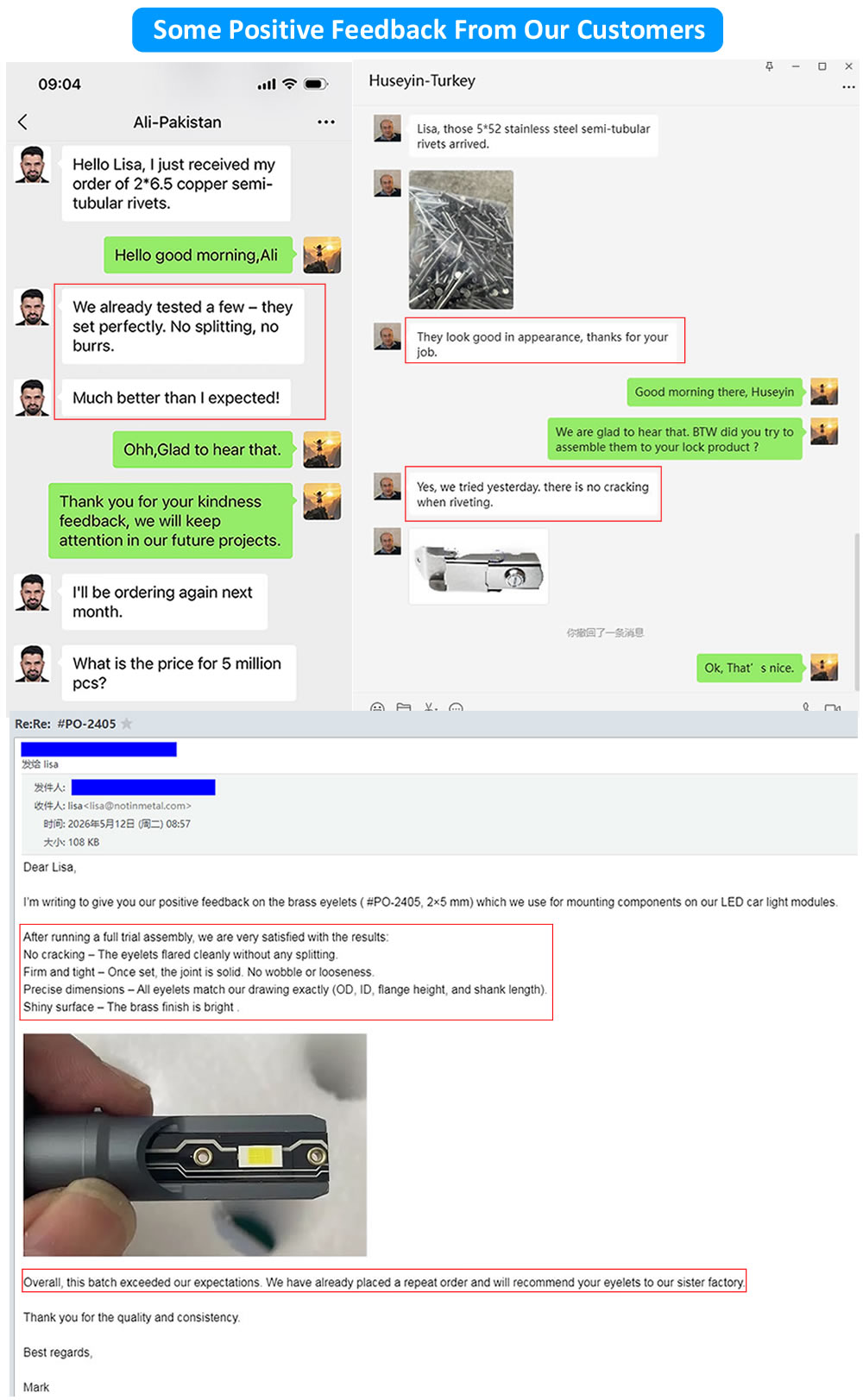
Hallgassa meg ügyfeleink szavait
Három kérdés, amire gyakran válaszolunk
1. kérdés: Úgy látom, 304-es és 316-os rozsdamentes acélt is kínál. A tengerparti kempingezésben használt sátorhoz (sópermet) szükséges a 316?
V: Alkalmankénti tengerparti használatra (évente egy hét) általában elegendő a 304. Passzivált 304-es fűzőlyukunk 200-500 órán át ellenáll a sópermetnek. Folyamatos tengerparti kitettséghez – hónapokig az óceán közelében felállított sátor, vagy vitorlatakaró – a 316-ot ajánljuk. A 316-os molibdén megakadályozza a lyukkorróziót, ami akár a 304-en is előfordulhat. A fenti sátorkészítő esethez a 316-ot választották, mert sátraikat patagóniai tengerparti körülmények között használták. Ha nem biztos benne, küldhetünk tesztmintát mindkét évfolyamból. Kiteheti őket a környezetének.
2. kérdés: A rozsdamentes acél fűzőlyukak vászonhoz szerelhetők kézi kalapáccsal és szerszámkészlettel, vagy kell egy prés?
V: Mindkettő működik. Kis mennyiségeknél (500 fűzőlyuk alatt) jól működik a homorú üllővel és beállító lyukasztóval ellátott kézi kalapács. Helyezze a szemet egy acéllemezre, helyezze be a lyukasztót, és üsse meg egyszer. Gyártási mennyiségekhez a kézi szársajtót vagy a pneumatikus prést ajánljuk – egyenletesebb, kevésbé fáradékony. Minden mérethez beállítási útmutatót adunk az ajánlott erőtartományokkal. A sátorgyártónál 1,2 tonnás, lábbal működtetett prést használtak a 8 mm-es fűzőlyukhoz.
3. kérdés: A lyukak mélyen vannak húzva a lapból. Miben különbözik ez a csőszerű fűzőlyukaktól, és miért számít ez a vászon esetében?
V: A csőszerű fűzőlyukak hegesztett vagy varrott csőből indulnak ki. Ez a varrás enyhe bordát hoz létre a hordó belsejében. Amikor a hordó felborul a beállítás során, a varrás belevághat a vászonszálakba. A mélyen húzott fűzőlyukak nem rendelkeznek varrással – a henger egyetlen, összefüggő fémdarab. Rozsdamentes acél fűzőlyukaink a vászonhoz mélyhúzottak. A hordó simán gördül, éles átmenet nélkül. A sátorgyártó számára ez kiküszöbölte a szövetszakadást, amelyet egy versenytárs csőszerű fűzőlyukájával tapasztaltak.
Megrendelés előtt ellenőrizze
Minden vászon más. A 18 oz-os pamutkacsához megfelelő hordóhossz rossz lehet a 10 unciás poliészter bevonatú vászonhoz.
Nuote Metalsegyszerű tesztet kínál. Küldj nekünk egy 10 cm x 10 cm-es vászonmintát. Mondja el nekünk a szükséges belső átmérőt. Beállítjuk a magunkétrozsdamentes acél fűzőlyukak vászonhozaz anyagába, és küldje vissza az összeállítást Önnek. Nincs díj. Nincs kötelezettség.
Vegye fel velünk a kapcsolatot a vászon típusával és a kívánt fűzőlyuk méretével kapcsolatban. A próbaszerelvényt három munkanapon belül kiszállítjuk.
Hot Tags: Rozsdamentes acél fűzőlyukak vászonhoz, rozsdamentes acél fűzőlyukak, kínai rozsdamentes acél fűzőlyuk gyár
Kapcsolódó kategória
Sárgaréz fűzőlyukak
Acél fűzőlyukak
Rozsdamentes acél fűzőlyukak
Alumínium fűzőlyukak
Réz fűzőlyukak
Különleges fűzőlyukak
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.







X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat