
Termékek






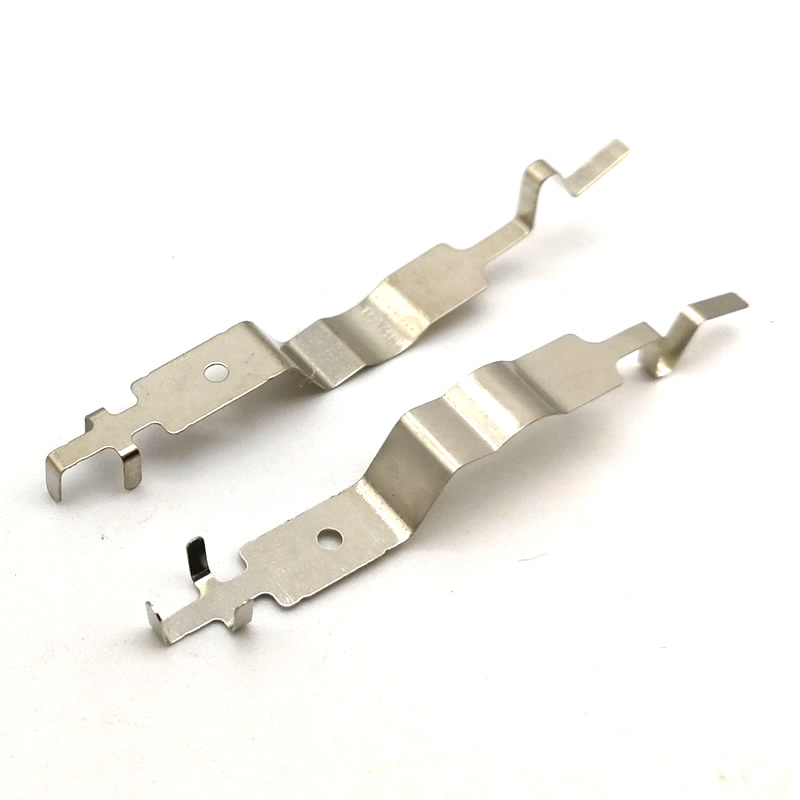
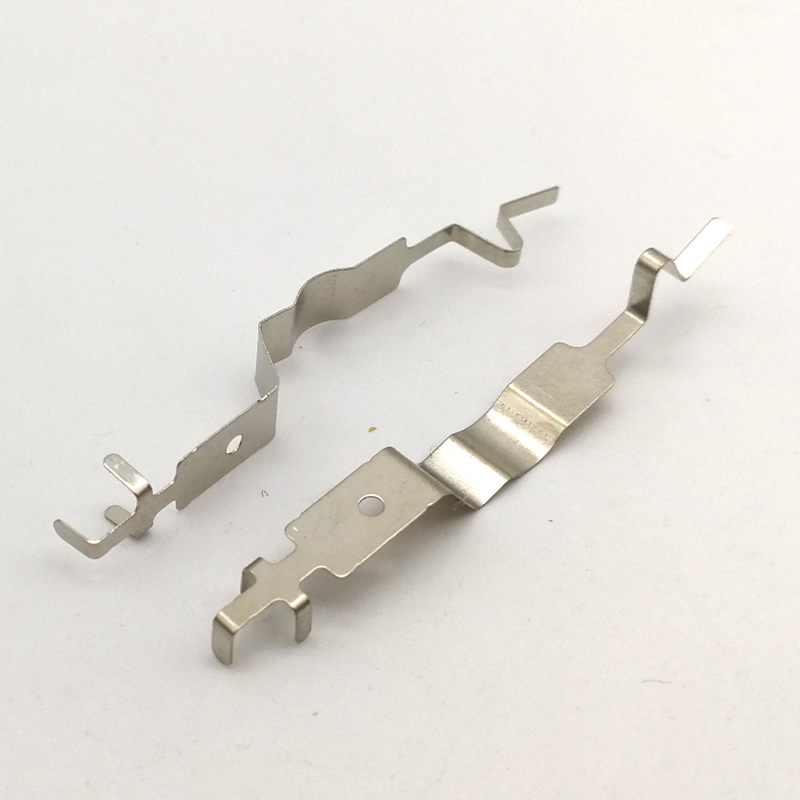
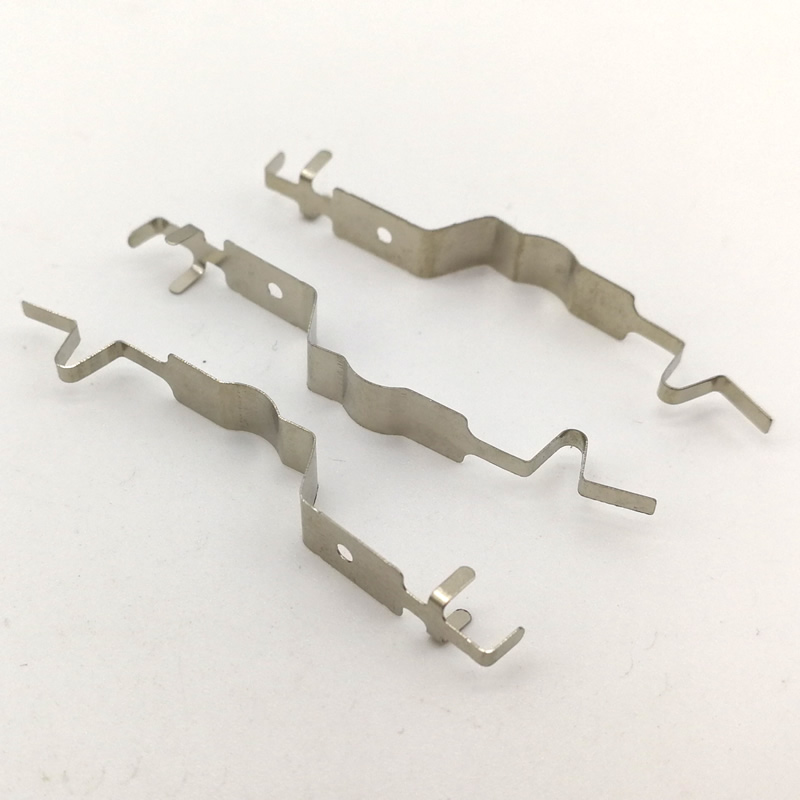
Kis alkatrészek bélyegzése
Kínából a Nuote Metals gyártó egyedi sajtolású kis alkatrészeket kínál elektronikai és orvosi eszközökhöz. A precíziós szerszámok apró alkatrészeket hoznak létre szűk tűréssel. Megbízhatóan oldja meg a miniatürizálási kihívásokat. Bízzon a gyártóban a minőségért minden apró részletben.
Kérdés küldése
termékleírás
A fémalakítás világában a méret egyedi kihívásokat jelent. A kisméretű alkatrészek bélyegzéséhez – a mindössze néhány milliméter átmérőjű vagy gramm töredék súlyú alkatrészekhez – speciális felszerelésre, szerszámokra és folyamatvezérlésre van szükség. Egy apró sorja vagy egy 0,02 mm-es méreteltolódás az egész tételt használhatatlanná teheti.
Nuote Metalskülön gyártósorokkal rendelkezikapró alkatrészek bélyegzése. Préseink, adagolóink és matricáink az elektronikában, orvosi eszközökben, óragyártásban és precíziós autóipari rendszerekben használt miniatűr alkatrészekhez vannak optimalizálva. Akár 1200 löket/perc sebességgel, ±0,01 mm-es tűrésekkel gyártjuk a kis alkatrészek bélyegzését.
Mik azok a kis alkatrészek bélyegzése?
Apró alkatrészek bélyegzésefém alkatrészek, amelyek jellemzői:
Maximális méret – 30 mm alatt bármely irányban
Anyagvastagság - Általában 0,1-1,5 mm
Súly - gyakran kevesebb, mint 5 gramm
Összetettség – Tartalmazhat több hajlítást, áttört lyukakat, dombornyomott elemeket vagy kidolgozott felületeket
Példák a kis alkatrészek bélyegzésére: csatlakozótüskék, rugós érintkezők, pajzsburkolatok, akkumulátorsaruk, óracsatlakozók, érzékelőkonzolok és sebészeti műszervégek.
A gazdaságtanabélyegzett részekegyediek. Míg a darabár alacsony, a szerszámok sűrűek (sok üreg darabonként), a minőségi követelmények pedig kiemelkedően magasak. A Nuote Metals finomította a folyamatot, hogy nagyarányú megbízhatóságot biztosítson.
Miért válassza a Nuote fémeket kis alkatrészek bélyegzéséhez?
Speciális prések kis alkatrészekhez
A szabványos bélyegzőprések nem ideálisakbélyegző alkatrészek. A Nuote Metals nagy sebességű, precíziós préseket működtet:
Rövid lökethosszak – 10–30 mm (csökkenti a levegőidőt, növeli az SPM-et)
Rezgéscsillapított keretek – Fenntartja a matricák beállítását nagy sebességnél
Szervo betáplálás ±0,02 mm pontossággal – elengedhetetlen a vékony, keskeny tekercsekhez
Beépített érzékelők – Az elakadásokat, az alkatrészek kilökődését és a szerszámkopást észlelik
Miniatűr funkciókhoz tervezett szerszámok
Meghalunk érteapró alkatrészek bélyegzésehasználat:
Mikrocsiszolt keményfém lyukasztók – 0,3 mm-es átmérők
Keményfém lapkák – Ellenállnak a nagy ciklusú kopásnak
Pozitív alkatrész kilökődés – A levegő vagy rugós csapok megakadályozzák a ragadást
Optikai ellenőrző állomások – Beépített kamerák a kritikus méretekhez
Tisztatér és kezelési protokollok
A kis alkatrészek könnyen elvesznek vagy szennyeződnek.Nuote Metalsfenntartja:
Speciális kis alkatrészeket tartalmazó csomagolósorok – antisztatikus tálcák, szalagos tekercsek vagy egyedi zacskók
Mágneses és vibrációs adagolók – Automatikus számláláshoz és csomagoláshoz
100%-os szemrevételezés – szabad szemmel nem látható felületi hibákra nagyítva
Tekintse meg a videót, hogy megtudja, hogyan készítjük a bélyegző alkatrészeket
A kis alkatrészek bélyegzésének műszaki előírásai
Anyaglehetőségek
| Anyag | Közös vastagság (mm) | Tipikus kis alkatrészek |
|---|---|---|
| Alacsony széntartalmú acél (SPCC, 1008) | 0,15 – 1,0 | Alátétek, távtartók, kapcsok |
| Rozsdamentes acél (304, 301 félkemény) | 0,10 – 0,8 | Rugós érintkezők, orvosi pengék |
| Sárgaréz (C260, C268) | 0,10 – 0,8 | Csatlakozó tűk, kivezetések |
| Foszforbronz (C5191) | 0,10 – 0,5 | Relérugók, kapcsolólapátok |
| Berillium réz (C17200) | 0,10 – 0,5 | Nagy teljesítményű rugók, akkumulátor érintkezők |
| Alumínium (5052, 1100) | 0,15 – 1,0 | EMI pajzsok, hőelosztók |
| Nikkel ezüst | 0,10 – 0,5 | Dekoratív elektronikus díszítőelemek, korrózióálló érintkezők |
Méretezési lehetőségek kis alkatrészek bélyegzéséhez
Nuote Metalsa következő tűréseket éri elapró alkatrészek bélyegzése.
| Paraméter | Standard képesség | Nagy pontosságú képesség (kérésre) |
|---|---|---|
| Minimális alkatrészhossz/szélesség | 1,0 mm | 0,8 mm |
| Minimális furatátmérő | 0,3 mm (0,5 mm vastagabb anyagok esetén) | 0,2 mm (keményfém lyukasztóval) |
| Lyuk-lyuk középponti tűrés | ±0,025 mm | ±0,010 mm |
| Üres kontúr tűrés | ±0,025 mm | ±0,015 mm |
| Hajlítási szög | ±0,5° | ±0,3° |
| Laposság (10 mm-nél hosszabb) | ±0,05 mm | ±0,02 mm |
| Sorja magassága (nyírt élek) | ≤0,03 mm | ≤0,01 mm (másodlagos sorjázóval) |
| Érmevastagság tűrés | ±0,010 mm | ±0,005 mm |
Gyártási sebességek és mennyiségek
| Anyagvastagság | Tipikus sajtósebesség (SPM) | Napi teljesítmény (műszakonként) | Minimális gazdaságos rendelés |
|---|---|---|---|
| 0,1-0,3 mm | 800 – 1200 | 400 000 – 600 000 | 500.000 darab |
| 0,3 – 0,8 mm | 400-800 | 200 000 – 400 000 | 200.000 darab |
| 0,8-1,5 mm | 200-400 | 100 000 – 200 000 | 100.000 darab |
Jegyzet:apró alkatrészek bélyegzésekisebb mennyiségeknél gazdaságosabb lehet lézervágás vagy vegyi maratással.Nuote Metalsfolyamatajánlatokat ad az ajánlatnál.
Tipikus szerszámkonfigurációk kis alkatrészek bélyegzéséhez
| Die Type | Állomások száma | Tipikus üregek csíkszélességenként | Legjobb For |
|---|---|---|---|
| Egysoros progresszív | 8-20 | 1 – 2 | Összetett alkatrészek hajlításokkal, érmékkel vagy többszörös piercingekkel |
| Többsoros progresszív | 10-30 | 4-16 | Egyszerű lapos alkatrészek (alátétek, kapcsok, kapcsok) |
| Transzfer kocka | 6-12 | 1 (de nagy csík) | Nagyobb kis alkatrészek (15 mm felett), amelyek erős alakítást igényelnek |
Mitöbbsoros szerszámokat használ a nagy mennyiségekhezbélyegző alkatrészek, csökkenti a szalaghulladékot és növeli a préslöketenkénti teljesítményt.
Kis alkatrészek bélyegzésének alkalmazásai
Nuote Metalskellékekkis rész bélyegzéses olyan iparágakban, ahol a miniatűr méretek precizitása kritikus fontosságú.
Elektronika és csatlakozók
USB és HDMI csatlakozó tűk (sárgaréz vagy fényporonz)
SIM-kártya tartó érintkezői (rozsdamentes acél, nikkelezett)
Akkumulátorrugós érintkezők hordható eszközökhöz
Árnyékoló ujjak és csiszolt kapcsok (berillium réz)
Ólomkeretek szenzorokhoz és LED-ekhez
Orvosi eszközök
Sebészeti tűző üllő és kazetta alkatrészek
Fogászati szerszámcsúcsok (rozsdamentes, éles szélű)
Beültethető eszközcsatlakozók (titán vagy 316L rozsdamentes)
A katéteragy rögzítőgyűrűi
Diagnosztikai tesztcsík érintkezők (aranyozott)
Autóipar és elektromos járművek
Biztosítékdoboz kivezetései (ónozott sárgaréz)
Kábelköteg kapcsok (rugós acél)
Érzékelő tartókonzolok (vékony rozsdamentes)
Töltőcsatlakozó érintkező lapátok
Akkumulátorkezelő rendszer gyűjtősínei (kis formátum)
Óragyártás és mikromechanika
Fogaskerekes vasúti hidak (sárgaréz)
Kézzel beállító szárak (bélyegzett nyersdarabok a további megmunkáláshoz)
Rugós kapcsok
Mozgás távtartó gyűrűk
Fogyasztói termékek
A fülhallgató töltőérintkezői (aranyozott rozsdamentes)
Drone motor szerelőlapok (alumínium)
Távirányító akkumulátorának érintkezői
Cipzáros csúszkák és húzófülek (kis, préselt acél)
Csat alkatrészek hátizsákokhoz
Minőségbiztosítás kis alkatrészek bélyegzéséhez – EEAT a gyakorlatban
Nuote Metalsspeciális minőségi protokollokat alkalmaz a miniatűr alkatrészekhez.
Micro-Toolingban szerzett tapasztalat
Szerszámgyártóink több évtizedes tapasztalattal rendelkeznek akár 0,3 mm átmérőjű csiszolólyukasztók megmunkálásában. Huzalos szikraforgácsolást és csiszolást használunk, hogy oldalanként 5–8%-os szerszámhézagot érjünk el – ez kritikus a vékony anyagok tiszta, sorja nélküli nyírásához.
Szakértelem nagy nagyítású vizsgálatban
A szabványos mérőeszközök nem elegendőek kis alkatrészek bélyegzésére. A Nuote Metals felhasználása:
Látásmérő rendszerek – 100-szoros nagyítás szubmikronos felbontással
Keyence lézermikrométerek – Érintésmentes mérés 1000 leolvasás/másodperc sebességgel
Pásztázó elektronmikroszkóp (SEM) – Hibaelemzéshez és élminőség-ellenőrzéshez (szükség szerint kiszervezve)
Tekintélyesség iparági szabványokon keresztül
A miénkapró alkatrészek bélyegzésemegfelel:
ISO 9001:2015 – Minőségirányítás
IPC-610 – Elektronikus szerelvények elfogadhatósága (csatlakozókhoz és érintkezőkhöz)
RoHS & REACH – Anyagmegfelelőség az elektronikához
IATF 16949 – Autóipari minőség (kis autóalkatrészekhez kapható)
Bízzon a 100%-ban automatizált ellenőrzésen keresztül
Kis alkatrészek kritikus bélyegzéséhez,Nuote Metalsmegvalósítja:
Beépített optikai érzékelők – Ellenőrizze az alkatrész jelenlétét és az alapvető geometriát 1200 SPM-en
Bélyegzés utáni látás válogatás – Elutasítja a méret- vagy felülethibás alkatrészeket
Szalag és orsó automatizált számlálással – Pontos mennyiséget biztosít a darabok hiánya nélkül
Gyakori kihívások a kis alkatrészek bélyegzésével kapcsolatban, és hogyan oldja meg őket a Nuote Metals
| Kihívás | Kiváltó ok | Nuote Metals Solution |
|---|---|---|
| Sorja a mikrolyukakon | A lyukasztás elhajlása vagy nem megfelelő hézag | Keményfém lyukasztók vezetett lehúzó lemezekkel; vastagságra optimalizált hézag |
| Alkatrész ütéshez tapad (szedés) | Vákuum vagy statikus töltés | Pozitív levegőkifúvás; bevonatos lyukasztók (TiN vagy DLC); antisztatikus ionizáló |
| Méretbeli inkonzisztencia a szalag szélességében | Egyenetlen tekercsfeszesség vagy előtolási hiba | Szervo betáplálás zárt hurkú vezérléssel; egyengető csipettekercsekkel |
| Bélyegzés után meggörbült vagy megcsavarodott részek | Ütésből vagy hajlításból származó maradék feszültség | In-line stresszoldás (hő); ellenhajlító állomások |
| Hiányzó alkatrészek a csomagolás során | Statikus vonzalom vagy kis méret | Antisztatikus tálcák; automatizált vibrációs adagolók számláló érzékelőkkel |
Gyakran ismételt kérdések a kis alkatrészek bélyegzésével kapcsolatban
Az alábbiakban felsoroljuk a leggyakrabban érkező műszaki megkereséseketminket tekintetébenbélyegző alkatrészek.
1. kérdés: Mekkora a legkisebb méret, amelyet a Nuote Metals elő tud gyártani a kisméretű bélyegzéshez?
V: A Nuote Metals 0,8 mm hosszú és 0,3 mm széles, 0,1 mm anyagvastagságú kis alkatrészeket gyártott. A gyakorlati minimum a szolgáltatás összetettségétől függ. Egy egyszerű lapos alátéthez vagy érintkezőbetéthez keményfém szerszámokkal és nagysebességű présekkel 0,5 mm átmérőig is bélyegezhetjük az alkatrészeket. A furatokat igénylő alkatrészeknél a minimális furatátmérő 0,2 mm (anyagvastagság ≤ 0,15 mm). Hajlított vagy formált alkatrészek esetén a minimális alkatrészméret körülbelül 1,5 mm bármilyen méretben, hogy lehetővé tegye a szerszámok közötti távolságot. Ha a sajtolt kis alkatrészek kisebbek ezeknél a határértékeknél, a Nuote Metals alternatív eljárásokat ajánlhat, mint például a fotokémiai maratás (PCM) vagy a lézeres mikromegmunkálás. Javasoljuk, hogy nyújtsa be rajzát megvalósíthatósági felülvizsgálatra – mérnökeink tanácsot adnak arról, hogy a bélyegzés műszakilag és gazdaságilag életképes-e.
2. kérdés: Hogyan szabályozza a Nuote Metals a sorjaképződést a kis alkatrészek bélyegzésekor, különösen akkor, ha az alkatrészeket kezelik vagy érzékeny alkatrészekkel érintkeznek?
V: A sorjaszabályozás az első számú minőségi szempont a kis alkatrészek bélyegzésekor.Nuote Metalsháromszintű megközelítést alkalmaz. Először is, optimalizált szerszámhézagok: vékony anyagoknál (0,3 mm alatti) oldalanként csak 3–5%-os lyukasztási hézagot tartunk fenn, ami drámaian csökkenti a sorjaképződést, de keményfém lyukasztást igényel a kopás megakadályozása érdekében. Másodszor, az éles szerszámok karbantartása: nyomon követjük a lyukasztások számát, és az anyag koptatóképességétől függően 500 000-2 000 000 ütésenként cseréljük vagy élesítjük újra a lyukasztásokat. Harmadszor, másodlagos sorjázás kis alkatrészek kritikus bélyegzéséhez: kerámia vagy műanyag közeggel vibrációs dörzsölést kínálunk, amely egyenletes 0,01–0,03 mm-es élsugarat eredményez, és ≤0,01 mm magasságig eltávolítja a sorját. Azon alkatrészekhez, amelyek nem tolerálják az észlelhető sorját (pl. orvosi pengék vagy elektromos érintkezők, amelyek nem karcolhatják meg az illeszkedő felületeket), elektropolírozást (rozsdamentes acélhoz) vagy mikrocsiszoló szemcseszórást kínálunk. Adja meg a maximális megengedett sorjamagasságot a rajzon, és a Nuote Metals kiválasztja a megfelelő eljárást.
3. kérdés: Mi a tipikus átfutási idő a szerszámozáshoz és a kis alkatrészek bélyegzésének első mintáihoz?
V: Átfutási időkapró alkatrészek bélyegzéseaz alkatrész összetettségétől és a szerszám felépítésétől függ. Az egyszerű lapos alkatrészekhez (alátétek, kapcsok, kapcsok), amelyek többsoros, 2–4 állomásos szerszámmal is használhatók, a Nuote Metals általában 15–20 munkanapon belül szállítja az első mintákat a rajz jóváhagyását követően. A 8–15 állomásos progresszív matricákat igénylő, több hajlítási, vágási és átszúrási jellemzőkkel rendelkező, összetett kis alkatrészek bélyegzéséhez a szerszámozás átfutási ideje 25–35 munkanap. Gyorsított szolgáltatást kínálunk (többlet 30% szerszámdíj), amely 7-10 nappal csökkenti az átfutási időt. A szerszámok jóváhagyása után 20 ingyenes mintadarabot biztosítunk az ügyfelek ellenőrzéséhez. A kisméretű alkatrészek bélyegzésének gyártási ideje általában 10–15 munkanap 500 000 darabig terjedő rendelések esetén, feltételezve, hogy a lemezezés vagy a másodlagos műveletek szabványosak. Forduljon a Nuote Metalshoz alkatrészrajzával egy adott idővonalhoz.
4. kérdés: Hogyan csomagolják a bélyegző kis alkatrészeket, hogy elkerüljék a szállítás során bekövetkező veszteséget vagy sérülést? Tudsz szalagot és orsót biztosítani az automatizált összeszereléshez?
V: Igen, a Nuote Metals többféle csomagolási lehetőséget kínálbélyegző alkatrészek. Kézi összeszereléshez vagy kis volumenű használathoz antisztatikus poli-zsákokat kínálunk hőzárással és szárítóanyaggal, zacskónként jellemzően 1 000-10 000 darabba csomagolva (az alkatrész méretétől függően). Az automatizált pick-and-place összeszereléshez az EIA-481 szabványnak megfelelő szalagos és tekercses csomagolást kínálunk – 1,0 mm x 1,0 mm-es alkatrészekhez is elérhető. Szalag- és tekercselő szolgáltatásunk antisztatikus hordozószalagot, szabályozott lehúzási erővel rendelkező fedőszalagot és 7 hüvelykes vagy 13 hüvelykes átmérőjű műanyag orsókat tartalmaz. Nagyon kicsi vagy kényes apró alkatrészek bélyegzésére is kínálunk gofritálcákat (JEDEC szabvány), amelyekben külön zsebek találhatók, hogy megakadályozzák az alkatrészek egymáshoz érését. Nagy volumenű megrendelések esetén ömlesztett csomagolást tudunk biztosítani automatizált számlálással és címkézéssel. Árajánlattételkor adja meg a kívánt csomagolási módot – 50 000 darab feletti rendelés esetén általában nincs többletköltség a szalag-tekercsért.
Miért partner a Nuote Metals-szal az alkatrészek bélyegzésére?
Előállításbélyegző alkatrészeknagyszabású szakértelmet igényel, amelyet az általános bélyegzőüzletek nem tudnak biztosítani. A Nuote Metals ajánlata:
Préssebesség 1200 SPM-ig – Miniatűr alkatrészekhez optimalizálva
Tűrések ±0,01 mm-ig – Látásméréssel igazolva
0,1 mm-es vékony anyagok – rugóacéltól berillium rézig
Többsoros matricák – Löketenként akár 16 üreg lapos alkatrészekhez
In-die és utólagos ellenőrzés – 100%-os látási válogatás elérhető
Szalagos és tekercses csomagolás – Készen áll az automatizált összeszerelésre
Prototípus-készítési szolgáltatás – Lágy szerszámok kis mennyiségű hitelesítéshez
Ingyenes DFM visszajelzés – A szerszámozás előtt azonosítjuk a lehetséges problémákat
ÉrintkezésNuote Metalsmég ma, hogy beküldje a rajzát, vagy megvitassa a rajzátapró alkatrészek bélyegzésekövetelményeknek.
Hot Tags: Kis alkatrészek bélyegzése, Bélyegző Alkatrészgyár, Kína Kis alkatrészek bélyegzése
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.









X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat