
Termékek






Bélyegzett acél alkatrészek
Masszív sajtolt acél alkatrészekre van szüksége? A Nuote Metals, egy kínai gyár egyedi sajtolt acél alkatrészeket kínál nehézgépekhez és építőiparhoz. Nagy űrtartalmú bélyegzésünk egyenletes vastagságot és ütésállóságot biztosít. Oldja meg a szerkezeti gyengeségeket szilárdságra tervezett acél alkatrészekkel. Bízzon a gyárban a tartósság érdekében.
Kérdés küldése
termékleírás
Számtalan ipari és kereskedelmi termék gerince acél.Bélyegzett acél alkatrészeka mechanikai szilárdság, az anyagok rendelkezésre állása és a költséghatékonyság páratlan kombinációját kínálják. A nehéz berendezések konzoljaitól a precíziós elektronikus keretekig a sajtolt acél alkatrészek dominálnak azokban az alkalmazásokban, ahol a terhelés alatti megbízhatóság elengedhetetlen.
Nuote Metalstöbb mint egy évtizede gyárt kiváló minőségű sajtolt acél alkatrészeket. Préseink 0,3 mm-től 6,0 mm-ig terjedő vastagságú alacsony széntartalmú, magas széntartalmú és ötvözött acélokat kezelnek. Az anyagtudományt a hatékony bélyegzési folyamatokkal ötvözzük, hogy szükségtelen költségek nélkül olyan alkatrészeket szállítsunk, amelyek megfelelnek a szigorú teljesítményszabványoknak.

Mik azok a bélyegzett acél alkatrészek?
Bélyegzett acél alkatrészekolyan fém alkatrészek, amelyeket úgy alakítanak ki, hogy acéltekercset vagy -lemezt betáplálnak egy egyedi szerszámmal felszerelt sajtolóprésbe. A prés olyan műveleteket hajt végre, mint a kivágás, átszúrás, hajlítás, rajzolás vagy domborítás a végső forma létrehozásához.
A „bélyegzett acél alkatrészek” kifejezés általában szénacélból vagy gyengén ötvözött acélból készült alkatrészeket jelent – megkülönböztetve a rozsdamentes acéltól, alumíniumtól vagy sárgaréztől. A gyakori acélminőségek a következők:
Alacsony széntartalmú acél (SPCC, SPCD, Q195, 1008) – Kiváló alakíthatóság, gazdaságos
Közepes szénacél (S45C, 1045) – Nagyobb szilárdság, kopásállóság
Magas széntartalmú acél (SK5, 1080) – Rugós edzettség, keménység
Ötvözött acél (SPRING STEEL, 51CrV4) – Nagy fáradtságállóság dinamikus terhelésekhez
Nuote Metalsminden alkalmazáshoz kiválasztja az optimális acélminőséget, kiegyensúlyozva az alakíthatósági, szilárdsági, költség- és felületminőségi követelményeket.
Tekintse meg a videót, ha többet szeretne megtudni bélyegzőműhelyünkről
Miért válasszon acélt a bélyegzett alkatrészekhez?
Az acél jó okkal továbbra is a legszélesebb körben bélyegzett anyag.Nuote Metalskiemeli a sajtolt acél alkatrészek előnyeit:
Magas szilárdság/költség arány – Az acél nagyobb szilárdságot biztosít, mint az alumínium vagy a sárgaréz, alacsonyabb anyagköltséggel
Mágneses tulajdonságok – elengedhetetlenek az érzékelők, relék és elektromágneses szerelvények számára
Hegeszthetőség – Az acél alkatrészek könnyen kezelhetők ponthegesztéssel, vetítéssel vagy lézerhegesztéssel
A bevonat kompatibilitása – A cink, nikkel, ón és egyéb bevonatok jól tapadnak az acélhoz
Elérhetőség – Az acéltekercs rövid átfutási idővel világszerte elérhető
A Nuote Metals sajtolt acél alkatrészek műszaki előírásai
Anyaglehetőségek sajtolt acél alkatrészekhez
| Fokozat | Írja be | Szakítószilárdság (MPa) | Hozamszilárdság (MPa) | Tipikus keménység | Legjobb alkalmazások |
|---|---|---|---|---|---|
| SPCC / Q195 | Alacsony szén-dioxid, kereskedelmi minőség | 270-350 | 180-240 | HRB 45–60 | Általános konzolok, burkolatok, alváz alkatrészek |
| SPCD / 1008 | Alacsony szén-dioxid, rajzminőség | 280-370 | 190-250 | HRB 50–65 | Rajzolt csészék, összetett formák |
| SPCE / 1010 | Alacsony szén-dioxid-kibocsátású, mélyhúzási minőség | 300-390 | 210-260 | HRB 55–70 | Mélyhúzott házak, gépjármű üzemanyagtartályok |
| S45C / 1045 | Közepes szén | 570-700 | 350-450 | HRB 85–95 | Fogaskerekek (bélyegzett nyersdarabok), tengelyek, kopólemezek |
| SK5 / 1080 | Magas széntartalmú (rugós acél) | 800 – 1100 (edzett) | 500-800 | HRC 40–55 | Kapcsok, rugók, rögzítőgyűrűk, fűrészlapok |
| 51CrV4 | Ötvözött rugóacél | 1200 – 1500 | 1000 – 1300 | HRC 45–52 | Nagy ciklusú laprugók, kuplungtárcsák |
Méretezési képességek sajtolt acél alkatrészekhez
Nuote Metalstermelsajtolt acél alkatrészeka méretek és tűrések széles skáláján.
| Paraméter | Szabványos képesség | Precíziós képesség (kérésre) |
|---|---|---|
| Anyagvastagság | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (korlátozott minőségek) |
| Maximális alkatrészméret (progresszív szerszám) | 300 mm x 300 mm | 400 mm x 400 mm |
| Maximális alkatrészméret (transzfer szerszám) | 500 mm x 600 mm | 600 mm x 800 mm |
| Tűrések (kivágás/lyukasztás) | ±0,10 mm | ±0,05 mm |
| Tűrések (hajlítási szögek) | ±1° | ±0,5° |
| Minimális furatátmérő (szúrás) | 1,0 x anyagvastagság | 0,8 x anyagvastagság |
| Sorja magassága (standard) | ≤0,10 mm | ≤0,05 mm |
Bélyegzési eljárások sajtolt acél alkatrészekhez
Nuote Metalsaz alkatrész geometriája és térfogata alapján kiválasztja a megfelelő bélyegzési módot.
| Folyamat | Tipikus acélvastagság | Éves mennyiségi tartomány | Előnyök |
|---|---|---|---|
| Összetett présbélyegzés | 0,5 – 6,0 mm | 5k-100k | Alacsony szerszámköltség, egyszerű lapos alkatrészek |
| Progresszív présbélyegzés | 0,3 – 4,0 mm | 100k – 10M+ | Nagy sebességű, összetett többállomásos alkatrészek |
| Transzfer szerszámbélyegzés | 1,0 – 6,0 mm | 50k-500k | Nagy részek, mély húzások |
| Finom kiürítés | 1,0 – 12,0 mm | 50k-500k | Sorjamentes nyíró élek, feszes síkság |
Felületi kikészítések elérhetők
Legtöbbsajtolt acél alkatrészekbélyegzés utáni kezelést kapnak a korrózió megelőzésére vagy a megjelenés javítására.
| Befejezés | Leírás | Vastagság | Korrózióállóság (sópermet) |
|---|---|---|---|
| Horganyzás (átlátszó/kék/sárga) | Galvanizált cink passziválással | 5 – 12 µm | 48-120 óra |
| Cink-nikkel ötvözet | Kiváló korrózióvédelem | 8-15 µm | 200-500 óra |
| Tűzihorganyzás | Erős cinkbevonat, matt felület | 40-80 µm | 500-1000 óra |
| Fekete oxid | Konverziós bevonat, tükröződésmentes | 0,5 – 1,5 µm | 24-72 óra (olaj szükséges) |
| Porbevonat | Színes polimer bevonat | 60 – 120 µm | 500+ óra (minőségtől függően) |
| E-coat / elektrobevonat | Katód epoxi bemerítés | 15-25 µm | 300-600 óra |
| Foszfát (mangán/cink) | Átalakító bevonat festékalaphoz vagy kenéshez | 2 – 10 µm | Alacsony (fedőlakkot igényel) |
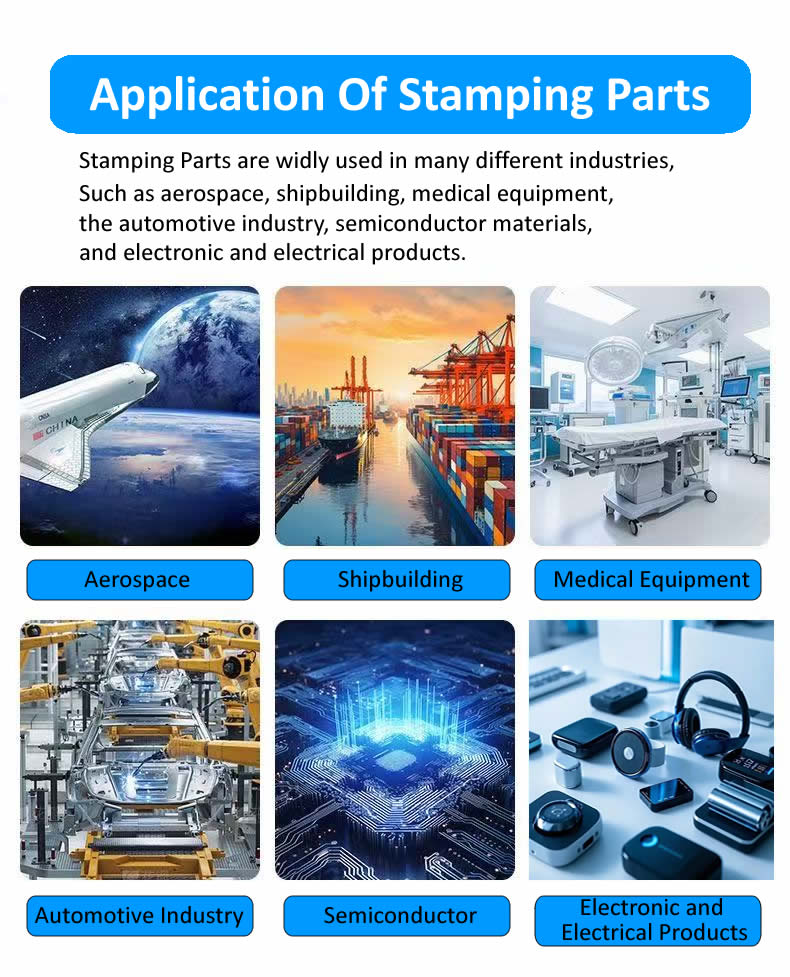
Bélyegzett acél alkatrészek alkalmazásai
Nuote Metalssajtolt acél alkatrészeket szállít szinte minden iparágban. Az alábbiakban szektoronkénti reprezentatív példákat mutatunk be.
Elektromos jármű akkumulátor-gyűjtősín (alacsony szén-dioxid-kibocsátású acél, 2,0 mm vastag)
Egy elektromos járművek akkumulátorcsomag gyártójának egy sor gyűjtősínre volt szüksége az egyes cellák összekapcsolásához. A követelmények szigorúak voltak: 0,1 mm-en belüli síkság a 150 mm-es hosszon, több, pontosan lyukasztott lyuk a cellakapcsokhoz, valamint cink-nikkel bevonat a korrózióállóság érdekében. Az éves mennyiség 80 000 készlet volt – túl magas CNC-hez, túl bonyolult egy egyszerű szerszámhoz.
A Nuote Metals egy progresszív matricát tervezett nyolc állomással: átszúrás, hornyolás, simítás és végső levágás. A préselt acél részek percenként 60 ütéssel szálltak le a présről, mindegyik 0,08 mm-es síksággal és ±0,05 mm-en belüli furatpozícióval. A bevonatolás után a gyűjtősínek 500 órán át tartó sópermetezésen mentek keresztül. Az ügyfél 62%-kal csökkentette az alkatrészek költségét a megmunkált rézhez képest, és két másodlagos műveletet is megszüntetett. A gyártás három évével a szerszám több mint 1,2 millió gyűjtősínt gyártott nulla terepi meghibásodás nélkül.
Ez az eset megmutatja, hogy a sajtolt acél alkatrészek mit érhetnek el, ha a szerszámokat és a folyamatot az alkalmazáshoz igazítják – nem csak a térfogatot.
Minőségbiztosítás a bélyegzett acél alkatrészekhez – EEAT a gyakorlatban
Nuote Metalsátfogó minőségbiztosítási rendszert követ, amely a sajtolt acél jellemzőihez igazodik.
Acél minőségekkel kapcsolatos tapasztalat
Kohászaink és szerszámmérnökeink több mint 10 éves tapasztalattal rendelkeznek szén- és ötvözött acélok sajtolásában. Megértjük:
Rugós viselkedés – Az acél rugalmas visszanyerése a széntartalomtól függően változik; matricatervezésben kompenzáljuk
Sorjaképződés – A puhább alacsony széntartalmú acél nagyobb sorját eredményez, mint a keményacél; a távolságokat ennek megfelelően állítjuk be
Hőtermelés – A vastag acélbélyegzés jelentős hőt termel; kenőanyagokat használunk és prés fordulatszám szabályozást
Szakértelem a bélyegzés utáni kezelésben
Bélyegzett acél alkatrészeka legtöbb alkalmazáshoz korrózióvédelmet igényelnek. A Nuote Metals házon belüli horganyzást üzemeltet, és tanúsított bevonatolókkal áll kapcsolatban a porszóráshoz és az e-coathoz. Mi biztosítjuk:
Bevonatvastagság mérés – Röntgen-fluoreszcencia (XRF) bevonatoláshoz
Tapadásvizsgálat – Keresztvonalas szalagteszt ASTM D3359 szerint
Sópermet vizsgálat – ASTM B117 a korrózióállóság ellenőrzéséhez
A mérvadóság szabványokon keresztül
A miénksajtolt acél alkatrészekmegfelel:
ISO 9001:2015 – Minőségirányítási rendszer
IATF 16949 – Autóipari minőség (járműipari projektekhez kérésre elérhető)
ASTM A109 – Szabvány a hidegen hengerelt szénacél szalagokhoz
RoHS – bevonatos alkatrészekhez (hatékony vegyértékű krómmentes, ha előírják)

Bizalom a dokumentáción keresztül
Minden, a Nuote Metals bélyegzett acélalkatrész-szállítmánya tartalmazza:
Anyagvizsgálati jegyzőkönyv (MTR) – Malomtanúsítvány kémiai és mechanikai tulajdonságokkal
Méretellenőrzési napló – Kulcsmérések megfelelő/nem teljesített állapottal
Bevonattanúsítvány (ha bevont vagy bevont) – Vastagság, típus, tételszám
Első cikkvizsgálat (FAI) – Teljes méretjelentés az új szerszámokról
Bélyegzett acél alkatrészek tervezési szempontjai
A Nuote Metals ezeket az irányelveket ajánlja, hogy segítse ügyfeleit a gyárthatóság érdekében optimalizálni a tervezést.
Minimális hajlítási sugár
| Anyagvastagság | Alacsony szén-dioxid-kibocsátású acél (SPCC) | Magas széntartalmú rugóacél (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 mm | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 mm | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3,0 mm | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 mm | 5,0 mm (1,25xT) | Nem ajánlott |
Minimális furatméret
Lyukak alacsony széntartalmú acélban: Átmérő ≥ anyagvastagság
Lyukak nagy széntartalmú vagy ötvözött acélban: Átmérő ≥ 1,2 x anyagvastagság
Éltávolság (lyuktól élig): ≥ 1,5 x anyagvastagság (a kidudorodás elkerülése érdekében)
A hajlított jellemzők tűréshatárai
| Funkció | Standard tolerancia | Precíziós (érmelésekkel) |
|---|---|---|
| Hajlítási szög (levegő hajlítás) | ±1,5° | ±0,75° |
| Hajlítási szög (bevágás) | ±0,5° | ±0,25° |
| Formamagasság (gödröcskék, eltolások) | ±0,15 mm | ±0,08 mm |
| Karima hossza | ±0,20 mm | ±0,10 mm |
Gyakran ismételt kérdések a bélyegzett acél alkatrészekről
Az alábbiakban a Nuote Metals-hoz érkezett leggyakoribb műszaki kérdéseket találjuksajtolt acél alkatrészek.
1. kérdés: Mi a különbség az alacsony szén-dioxid-kibocsátású és a magas széntartalmú bélyegzett acél alkatrészek között? Hogyan válasszak?
V: A széntartalom határozza meg a szilárdságot, a keménységet és az alakíthatóságot. Az alacsony széntartalmú bélyegzett acél alkatrészek (SPCC, 1008, 1010) kevesebb mint 0,15% szenet tartalmaznak. Puhák, képlékenyek, és könnyen alakíthatók összetett formákká, beleértve a mély húzásokat és a szűk íveket. Azonban viszonylag alacsony a szilárdságuk (szakító 270-400 MPa), és nem hőkezelhetők nagyobb keménység érdekében. A magas széntartalmú bélyegzett acél alkatrészek (SK5, 1080) 0,75–1,0% szenet tartalmaznak. Sokkal erősebbek (húzószilárdság 800–1100 MPa kikeményedés után), és hőkezelhetőek 50–60 HRC-ig. Azonban kevésbé alakíthatók (minimális hajlítási sugár 2xT vagy több), és nehezebb préseket igényelnek. A Nuote Metals az alacsony szén-dioxid-kibocsátású acélt ajánlja tartókhoz, házakhoz, alvázhoz és húzott házakhoz. Magas széntartalmú acélt ajánl rugókhoz, kapcsokhoz, rögzítőkhöz és kopásálló alkatrészekhez. Az e szélsőségek közötti szilárdságot igénylő alkalmazásokhoz a közepes széntartalmú acél (1045) kínál egyensúlyt.
2. kérdés: Hogyan akadályozza meg a Nuote Metals a rozsdásodást a préselt acél alkatrészeken, mielőtt az ügyfél összeszereli vagy bevonja azokat?
V: Az acél gyorsan rozsdásodik, ha nedvességnek van kitéve. A Nuote Metals számos intézkedést hoz a védelem érdekébensajtolt acél alkatrészektárolás és szállítás során. Először is, az általunk bevont vagy bevonatolt alkatrészeket a bélyegzést követő 24–48 órán belül feldolgozzuk, hogy minimalizáljuk az oxidációt. Másodszor, a „bélyegzett” állapotban szállított (bevonat nélküli) alkatrészeket rozsdamegelőző olajjal (könnyű, lúgos tisztítószerrel eltávolítható) kenjük be, és nedvességzáró zsákokba csomagoljuk szárítószerrel. Harmadszor, ideiglenes foszfát-bevonatot (mangán- vagy cink-foszfát) kínálunk, amely 1-3 hónapig biztosítja a beltéri rozsdavédelmet, és javítja a festék tapadását a később festeni szándékozó ügyfelek számára. Hosszú távú tárolás vagy nemzetközi szállítás esetén javasoljuk, hogy a vásárlók a megrendelés részeként adjanak meg védőbevonatot (horganyzás vagy e-coat). Ha olyan bélyegzett acél alkatrészeket kap, amelyeken enyhe felületi rozsda látható, általában enyhe dörzsölővel vagy savas páccal távolítható el – de kritikus alkalmazások esetén az ajánlattételi szakaszban adjon meg egy korrózió-megelőzési tervet a Nuote Metals-szal.
Q3: Mekkora a Nuote Metals által gyártható sajtolt acél alkatrészek maximális vastagsága? A vastagabb részek speciális szerszámot igényelnek?
V: A Nuote Metals akár 8,0 mm vastagságú acélt is képes bélyegezni az egyszerű simítási műveletekhez, és 6,0 mm-ig a hajlítást vagy alakítást igénylő alkatrészekhez. A vastag préselt acél alkatrészek (4,0 mm felett) azonban különleges megfontolásokat igényelnek. Először is, a prés tonnatartalma jelentősen megnő – egy 6,0 mm vastag acél alkatrészhez 200-400 tonnára lehet szükség a nyersdarab méretétől függően. Másodszor, növelni kell a szerszámhézagokat (általában 10-15%-kal oldalanként), hogy elkerüljük a túlzott sorja és a szerszám törését. Harmadszor, a vastag acél minimális rugalmassággal rendelkezik, így a visszarugózási kompenzáció kevésbé kritikus, de a peremrepedés aggodalomra ad okot az élek közelében lévő furatok esetében.Nuote Metals400 tonnáig préselési kapacitással rendelkezik, és nagy nyomtávú sajtolásra alkalmas szerszámacél készleteket tart fenn. A 6,0 mm-nél vastagabb alkatrészeknél gyakran javasoljuk a lézervágást vagy a plazmavágást a bélyegzés alternatívájaként, mivel a szerszámköltségek túl magasak lesznek. Küldje el vastag méretű rajzát a Nuote Metals-nak a megvalósíthatósági és költség-összehasonlítás érdekében.
4. kérdés: Bélyegezhet-e bélyegzett acél alkatrészeket menetes furatokkal vagy hardverbetétekkel? Milyen másodlagos műveletek állnak rendelkezésre?
V: Igen,Nuote Metalsszámos módszert kínál a sajtolt acél alkatrészek menetek hozzáadására. A legelterjedtebb a menetfúrás (a menetek közvetlenül lyukasztott lyukakba vágása) és a menetformálás (vastagabb acél esetén az anyag kiszorítása forgács nélküli menetek létrehozásához). Házon belüli menetfúró gépeink vannak M2-től M12-es furatokhoz. Erősebb meneteket vagy kivehető rögzítőelemeket igénylő alkalmazásoknál a betéteket (PEM-stílusú önbekapkodó anyák vagy csapok) közvetlenül a sajtolószerszámba szerelhetjük be automata behelyező berendezéssel. A sajtolt acél alkatrészek egyéb másodlagos műveletei közé tartozik a ponthegesztés (anyák vagy konzolok kiálló hegesztése), a szegecselés (két sajtolt alkatrész összekapcsolása) és a hőkezelés (a magas széntartalmú alkatrészek esetében, amelyek rugós temperálást igényelnek). Adja meg a másodlagos műveleteket a rajzon, és a Nuote Metals beépíti azokat a folyamatba – gyakran ugyanazon a progresszív szerszámon belül, hogy csökkentse a kezelési költségeket.

Miért partner a Nuote Metals céggel a bélyegzett acél alkatrészekért?
A megfelelő bélyegzőpartner kiválasztása egyenletes minőséget, versenyképes árakat és megbízható szállítást biztosít az acél alkatrészek számára. A Nuote Metals ajánlata:
- Széles acélválaszték – Alacsony, közepes, magas széntartalmú és ötvözött minőségek raktáron
- Vastagsági tartomány - 0,3 mm és 6,0 mm között (8,0 mm blankoláshoz)
- Házon belüli bevonat – cink, cink-nikkel és fekete-oxid vonalak
- Koppintás és hardverbeillesztés – Másodlagos műveletek a helyszínen
- 1 000 és 10 000 000+ kötetek – prototípuskészítés a tömeggyártásig
- Ingyenes DFM elemzés – A szerszámozás előtt optimalizáljuk a tervezést a bélyegzésre
- Mintaalkatrészek – 20 darab ingyenes a gyártási szerszámokból
- Globális szállítás – légi vagy tengeri szállítás Észak-Amerikába, Európába, Ázsiába és azon túl
ÉrintkezésNuote Metalsmég ma, hogy feltöltse a rajzát, vagy megvitassa a rajzátsajtolt acél alkatrészekprojekt követelményeit.
Hot Tags: Bélyegzett acél alkatrészek, kínai sajtolt acél alkatrészek, bélyegzett alkatrészek gyártója
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.









X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat