
Termékek









Bélyegzett fém alkatrészek
Kínai gyárunkból a Nuote Metals egyedi bélyegzett fém alkatrészeket gyárt különféle iparágak számára – autóipar, készülékek, elektronika és hardver. Nagysebességű prések és precíziós matricák segítségével az acélt, sárgarézből, alumíniumból vagy rozsdamentes acélból összetett, sorjamentes alkatrészekké alakítjuk, szűk tűréssel. Akár konzolokra, kapcsokra, csatlakozókra vagy alvázra van szüksége, bélyegzési eljárásunk biztosítja az ismételhetőséget és a költséghatékonyságot. Oldja meg az ellátási inkonzisztenciát és a méreteltérést megbízható, időben leszállított alkatrészekkel. Bízzon bennünk a minőségért, amely zökkenőmentesen tartja összeszerelősorát.
Kérdés küldése
termékleírás
A legtöbb bélyegzőüzlet nagy mennyiségben keres egyszerű alátéteket és konzolokat. Visszautasítják a szűk sugarú, többszörös hajlítású vagy 50 000 darab alatti mennyiségű megrendeléseket. Ez rést hagy a tervezők számára, akiknek pontosságra van szükségükbélyegzett fém alkatrészekde nem tud elköteleződni milliórészes futtatások mellett, és nem tolerálja a lassú szerszámozási időt.
Nuote Metalskitölti ezt a hiányt. Szakterületünk összetett geometriájú, bélyegzett fém alkatrészek, közepes és kis mennyiségek (5000-200 000 darab) és gyors prototípusgyártás. Ez az oldal elmagyarázza, hogyan csináljuk, két valós példát mutat be, és megadja az értékelésünkhöz szükséges technikai részleteket.

Két valódi megrendelés – mindkettőt máshol elutasították
Orvosi eszköz akkumulátorház (304 rozsdamentes, 0,5 mm vastag)
Egy orvosi startup hordható érzékelőt tervezett. Az akkumulátorházhoz mélyen húzott zsebre, ±0,05 mm-es pozíción belül négy áttört rögzítőlyukra és 90°-ban hajlított fülre volt szükség 0,3 mm-es belső sugárral. Három bélyegző beszállító nemet mondott: a geometria túl bonyolult a progresszív szerszámozáshoz ésszerű költségek mellett.
Elfogadtuk a kihívást. Transzfer matricával (nem progresszív) 8000 darabos tételekben gyártottunk bélyegzett fém alkatrészeket. A transzfer szerszám lehetővé tette számunkra, hogy az egyik állomáson mélyen kihúzzuk a zsebet, a másikon lyukakat fúrjunk ki, és az alját érmével simítsuk ki. Az első mintákat 18 napon belül szállítottuk. 50 000 darab után a matrica minimális kopást mutatott. Az ügyfél megkapta az FDA engedélyét, és kétszer is újrarendelt.

Drone motor tartó (5052 alumínium, 1,2 mm vastag)
Egy ipari dróngyártónak könnyű motortartókra volt szüksége négy precíz süllyesztővel és egy összetett összecsukott karral. Az éves mennyiség 15 000 darab volt – ez túl kevés a legtöbb bélyegzőházhoz, amely minimum 50 000-et akart. Az ügyfél drága CNC-megmunkálásra készült.
A Nuote Metals egy összetett szerszámot ajánlott a lapos elemekhez, valamint egy egyszerű hajlító rögzítést. Ez a hibrid megközelítés 40%-kal olcsóbb, mint a CNC, és alkatrészenként 1,2 perccel szállította a sajtolt fém alkatrészeket – lassabb, mint a progresszív sajtolás, de 15 000 darabnál tökéletesen elfogadható. Az ügyfél 18 000 dollárt takarított meg az első évben. Mostantól három drónmodellhez használják a fémbélyegzett alkatrészeinket.
Mitől lesz egy bélyegzett alkatrész „komplex”?
Nem minden bélyegzés egyenlő. A komplexitást a következő tényezők alapján kategorizáljuk:
| Funkció | Egyszerű (a legtöbb üzletben) | Komplex (specialitásunk) |
|---|---|---|
| Belső hajlítási sugár | > 2x anyagvastagság | 0,5x – 1x anyagvastagság |
| Furathelyzet tűrés | ±0,10 mm | ±0,025 mm |
| A hajlítások száma | 1–2 | 4–8 |
| Mély húzási mélység | < 1x átmérő | 2x-3x átmérőjű |
| Anyagvastagság tartomány | 1,0-3,0 mm | 0,2-4,0 mm |
Ha a tebélyegzett fém alkatrészeka jobb oldali oszlopba kerül, megtalálta a megfelelő szállítót.
Anyagtól a szállításig
szigorúan követjük az alábbi táblázatot a munkához.

Eljárásunk közepes volumenű, nagy bonyolultságú megrendelésekhez
Nem kényszerítünk minden alkatrészt progresszív kockára. Ehelyett a szerszámozási stratégiát az Ön térfogatához és geometriájához igazítjuk.
Az általunk kínált szerszámozási lehetőségek
Progresszív meghal– 100 000 darab feletti kötetekhez, közepes bonyolultságú.
Transzfer meghal– Összetett mélyhúzáshoz vagy független állomásvezérlést igénylő alkatrészekhez. Transzferpréseink percenként 40-80 lökettel működnek, ideális a nehéz formájú fém alkatrészekhez.
A vegyület meghal– Lapos alkatrészekhez szűk furattűréssel. Egy mozdulat egyszerre ürít és szúr.
Hibrid (matrica + szerelvény)– Egyszerű bélyegzéssel, majd kézi vagy félkézi hajlítással ellátott alkatrészekhez. Legjobb 20 000 alatti kötetekhez.
Várható átfutási idő
| Szerszám típusa | Tervezés és gyártás | Első minták | Gyártás (jóváhagyás után) |
|---|---|---|---|
| Összetett szerszám | 12-15 nap | +3 nap | 5-7 nap |
| Transzfer kocka | 20-25 nap | +5 nap | 10-12 nap |
| Progresszív kocka | 25-35 nap | +5 nap | 7-10 nap |
| Hibrid (berendezés) | 7-10 nap | +3 nap | 5-7 nap |
Az orvosi akkumulátor házához transzfer szerszámot használtunk (22 nap a mintákig). A drón rögzítéséhez hibrid szerszámokat használtunk (9 nap a mintákhoz).
Az általunk általánosan feldolgozott anyagok
| Anyag | Vastagsági tartomány | Tipikus összetettség | Közös használat |
|---|---|---|---|
| 304/316 rozsdamentes | 0,2-1,5 mm | Magas (mély húzás, szűk ívek) | Orvosi, élelmiszeripari berendezések, tengeri |
| 5052/6061 alumínium | 0,5-3,0 mm | Közepes (hajlítás, piercing) | Dróntartók, elektronikus alváz |
| Alacsony széntartalmú acél | 0,5-4,0 mm | Alacsonytól közepesig | Tartók, burkolatok, vasalat |
| Sárgaréz C260 | 0,3-1,5 mm | Közepes (dekoratív hajlítások) | Elektromos érintkezők, díszlécek |
Ezen anyagok mindegyikéhez kis tekercskészletet tartunk fenn, így akár 2000 darabot is lefuttathatunk tekercscsere késedelme nélkül.
Minőség milliórészes statisztikák nélkül
A Cpk-t nem minden dimenzióban idézzük. Közepes mennyiségeknél a praktikus minőségre összpontosítunk:
Első cikkvizsgálat– 5 mintadarabon mért méretek 100%-a.
Folyamat közbeni ellenőrzések– 200 darabonként a kritikus jellemzőknél (furatpozíciók, hajlítási szögek).
Végső véletlenszerű minta– AQL 1.0 (II) per ANSI/ASQ Z1.4.
Minden egyes szállítmányabélyegzett fém alkatrészekméretjelentést tartalmaz a tényleges mért értékekkel. Nincs általános „megfelelőségi tanúsítvány” adatok nélkül.
Tanúsítványaink:ISO 9001:2015. Minden anyaghoz rendelkezésre áll RoHS és REACH nyilatkozat.

Átlátszó irányelvek a bélyegzett alkatrészekre
Prototípuskészítés– 1000 darab alatti mennyiséghez kínálunk puha szerszámokat (alumínium vagy lágyacél szerszámokat). Átfutási idő: 7-10 nap.
Minta szabályzat– 20 darab ingyenes gyártási szerszámból (a szállítást a megrendelő fizeti).
Minimális rendelés– 2000 darab összetett/hibrid szerszámokhoz; 5000 átigazolás/progresszív.
Szerszám tulajdonjog– Öné a szerszám. 5 évig ingyenesen tároljuk.
NRE díjak– A szerszámokat a darabártól külön adjuk meg. Nincsenek rejtett beállítási díjak.
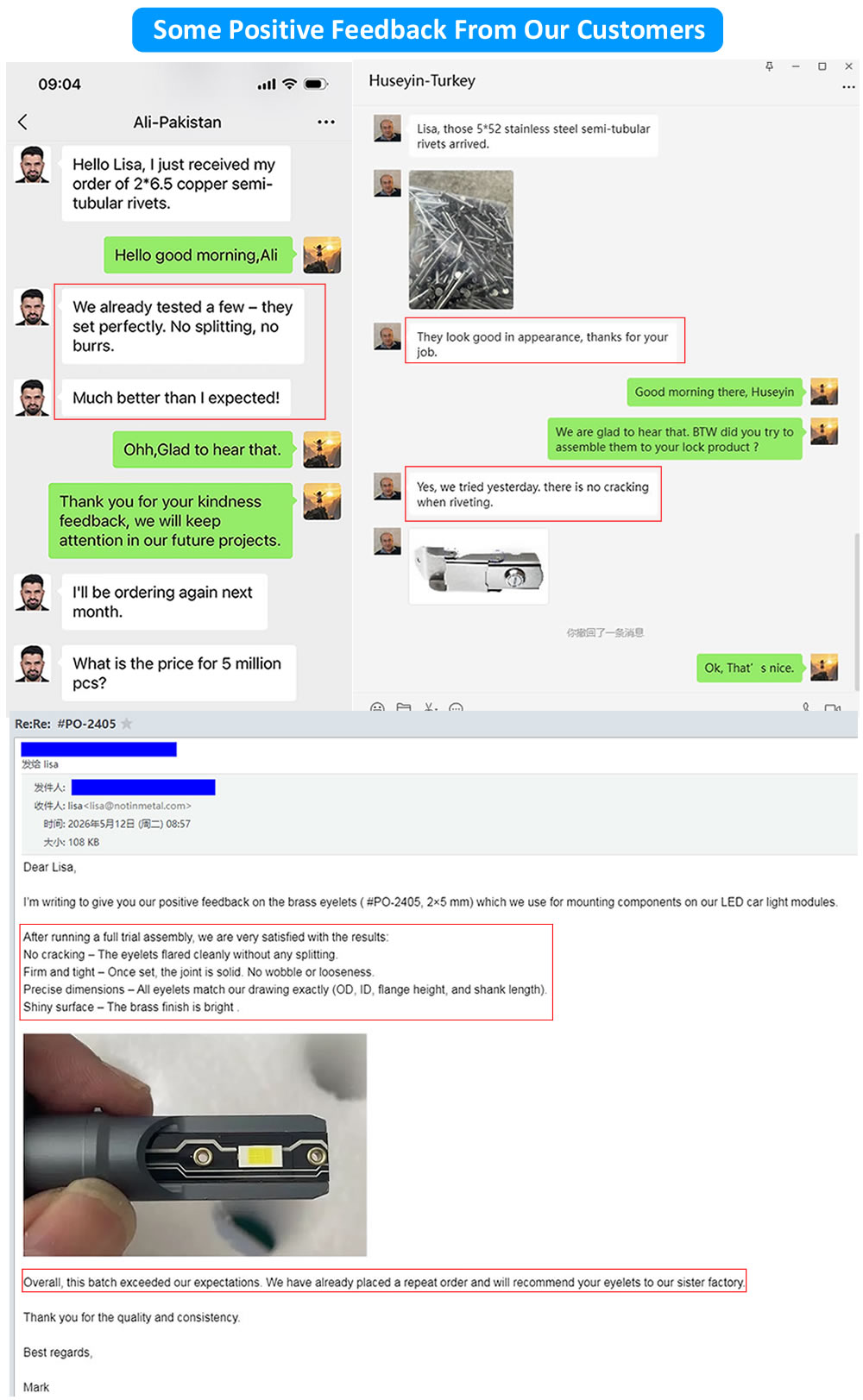
Hallgassa meg ügyfeleink hangját
Kérdések, amelyekre rendszeresen válaszolunk
1. kérdés: Nagyon szűk belső hajlítási sugarú (0,3 mm) sajtolt fém alkatrészekre van szükségem 1 mm-es rozsdamentes acélból. Meg tudod csinálni repedés nélkül?
V: Igen, de módosítanunk kell a folyamatot. A szabványos levegőhajlítás megreped a külső szálak. Kidolgozott hajlítási módszert alkalmazunk: a lyukasztó egy előre kivágott horonyba kényszeríti az anyagot, összenyomva a belső sugarat. Ez akár 0,3 mm-es belső sugarat tesz lehetővé a 304 rozsdamentes acélban. A kompromisszum a nagyobb tonnatartalom (30-50%-kal növeli a présterhelést) és valamivel lassabb ciklusidő. A fenti orvosi ház esetében 0,3 mm-es sugár eléréséhez kidolgozott hajlításokat alkalmaztunk. Küldje el nekünk a rajzát a megvalósíthatósági ellenőrzéshez.
2. kérdés: Hogyan kezeli a nagyon kis lyukátmérőjű (0,5 mm) sajtolt fém alkatrészeket 0,8 mm vastag sárgarézben?
V: Kis lyukak esetén keményfém lyukasztók és vezetett lehúzólemezek szükségesek. A 0,5 mm-es lyukaknál a lyukasztó átmérője kisebb, mint az anyagvastagság – ez nagy kockázatú átszúrás. Kétlépcsős módszert alkalmazunk: először egy kisebb (0,3 mm-es) pilot lyukasztó hoz létre egy vezetőt, majd egy dörzsárazás 0,5 mm-re nyitja azt. A préselési sebességet is lelassítjuk 120 SPM-re. Sikerességi arányunk (nincs ütéstörés) 99,2% a 0,5 mm-es lyukaknál. A 0,5 mm-nél kisebb furatok esetén bélyegzés helyett vegyi maratást javasolunk.
Kérjen megvalósíthatósági felülvizsgálatot
Küldjön nekünk 3D-s modellt vagy részletes rajzot a bélyegzett fém alkatrészekről. 24 órán belül válaszolunk:
- Szerszámozási javaslat (szerszámtípus)
- Becsült szerszámköltség és átfutási idő
- Darabár az éves mennyiséghez
- Minta alkatrész átfutási ideje
ÉrintkezésNuote Metalsma. Nincs kötelezettség, nincs nyomás – csak egy őszinte mérnöki értékelés.
Hot Tags: Bélyegzett fém alkatrészek, Bélyegzett alkatrészek Kína, Bélyegzett fém alkatrészek gyártója
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.









X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat